
We better oilfields !!
The Theory of Tubing and Rod Wear
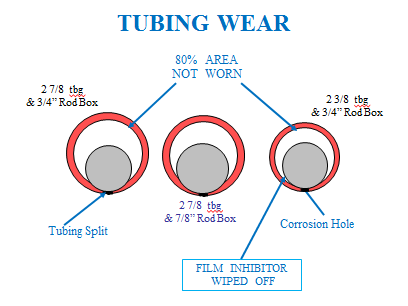
The action of reciprocating or rotating the rods within a pumping well causes wear of the rod string against the tubing (Figure to the left shows relative sizes of rod boxes in 2-3/8 & 2-7/8 in. tubing with contact area shown and two failure mechanisms). The deviations of a hole will severely increase the sideways force that increases the friction (drag) between the rods and tubing. However, even “straight holes” will have significant wear because (1) tubing or rods will lay to the side of the hole (very little room between rod couplings and tubing) and (2) the buckling action of the rods due to the downstroke or whipping action of the rotating rods. This leads to failures in “crooked holes” to sometimes be in the order of months (with new tubing), to several years in “perfectly” straight holes.
This wear action is very important, because it is often the culprit of several types of failures: (1) tubing splits, (2) corrosion holes & pits, (3) rod box failure, and (4) rod body failure. The proper diagnosis and documentation of these problems is important to improve the run time of pumping wells. The mechanisms of these failures related to wear are identified below.



Figure 1 above shows a thin smooth section on the left half of the tubing with a split at the top {a rod box would fit nicely in the worn area with 80% of the area not worn at all}. The TSR spreads this wear over the entire circumference to extend run times by potentially 500%.
Figure 2 above shows severe pitting along the width of a rod box which also was thinner above and along the pitting area (indicating wear wiping off inhibitor since the rest of tubing has very minor corrosion).
Figure 3 shows tubing with external wear with pitting along 20% of the tubing’s circumference (I.D. is the same but O.D. is worn along a straight line indicating tubing wear against casing (unanchored tubing).
“Corrosion hole or pitting” occurs because of (a)“poor chemical selection or application” or (b) more often when the inhibitor is wiped off by wear allowing corrosion to occur. This “wiping off of inhibitor” is accomplished by (1) the internal wear from rods or rod guides, or (2) externally by tubing expansion (unanchored tubing). Analysis involves determining either: (1) corrosion is occurring around the entire circumference due to “poor chemical treatment or selection”, or (2) pitting is occurring along an area wiped free of inhibitors (termed “Corrosion Due to Wear”). This “Corrosion Due to Wear” is indicated by a roughly straight line of pitting along an area of minor or severe wear (similar to a “tubing split” but wear pattern is not smooth). This wear area is usually about (a) 20% of the circumference for internal wear with no rod guides (30% with certain rod guides), or (b) 20% of external tubing circumference from tubing movement (while pumping without tubing anchor).